Venturi-Effect Powder & Fibre Pneumatic Dosing Unit
Design Brief & Constraints
The uniqueness of nonwoven fabric structures lies in its name. Unlike traditional textiles, which require weaving or looping yarns to form a fabric, nonwovens rely on chemical adhesion, mechanical entanglement, or thermal fusion to form a bonded fibrous structure. With the latter, specific processes can form fabrics straight from polymer beads using a process called ‘Meltblown’. Here, the polymer is melt extruded directly into high-velocity, high-temperature air streams and collected onto a belt former; the process relies on the polymer being heated above its latent heat of fusion during impact with the belt, resulting in a self-bonded fabric.
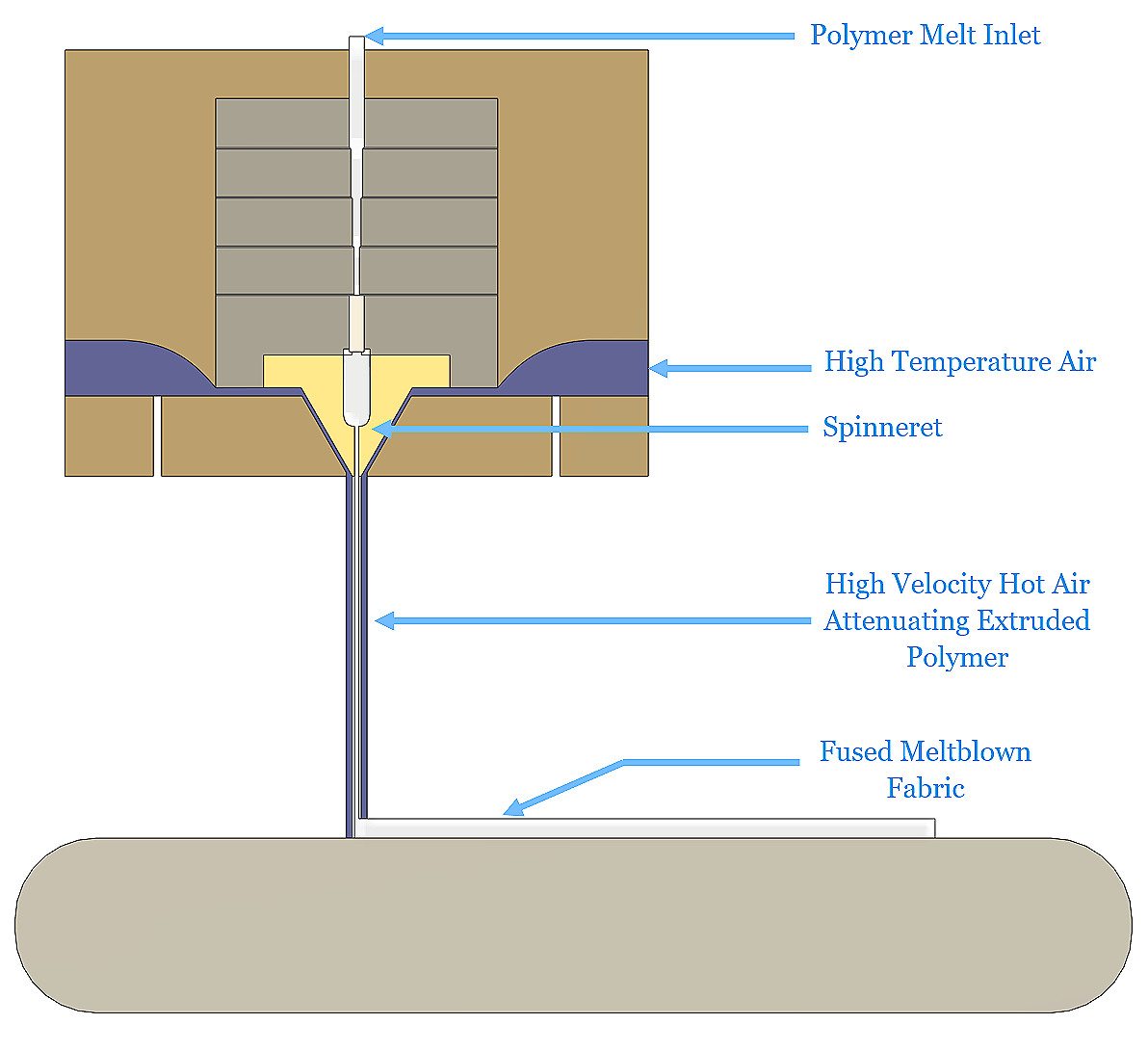
Schematic of the standard ‘meltblown’ nonwoven process
An emerging technological innovation is ‘coforming’. This is a process used alongside meltblown to add functionality to the fabrics with powders and/or fibres that improve the properties of the constituent polymer.
The objective of the project, at face value, can be put simply as designing and producing a piece of equipment that allows coforming to be carried out in conjunction with meltblowing, using either powders or fibres. From this, the following design constraints were decided upon:
Capability to deliver both mediums of powder and fibre to the ejected polymer stream before impact with the conveyor
Must spread the delivered medium over the full 30 cm width of the
Economical form: it must fit within the immediate footprint of the meltblown lines’ spinning zone
Must withstand temperatures between to 35 and 40 degrees Celsius without deformation
Initial Ideation
Initially, ideation centred on ways to manipulate the Bernoulli principle. This is a famous principle in physics that describes the conservation of energy in incompressible fluid flow. The principle states that along a streamline of fluid, the sum of the pressures at any two points along the streamline must be equivalent. The following equation describes this:
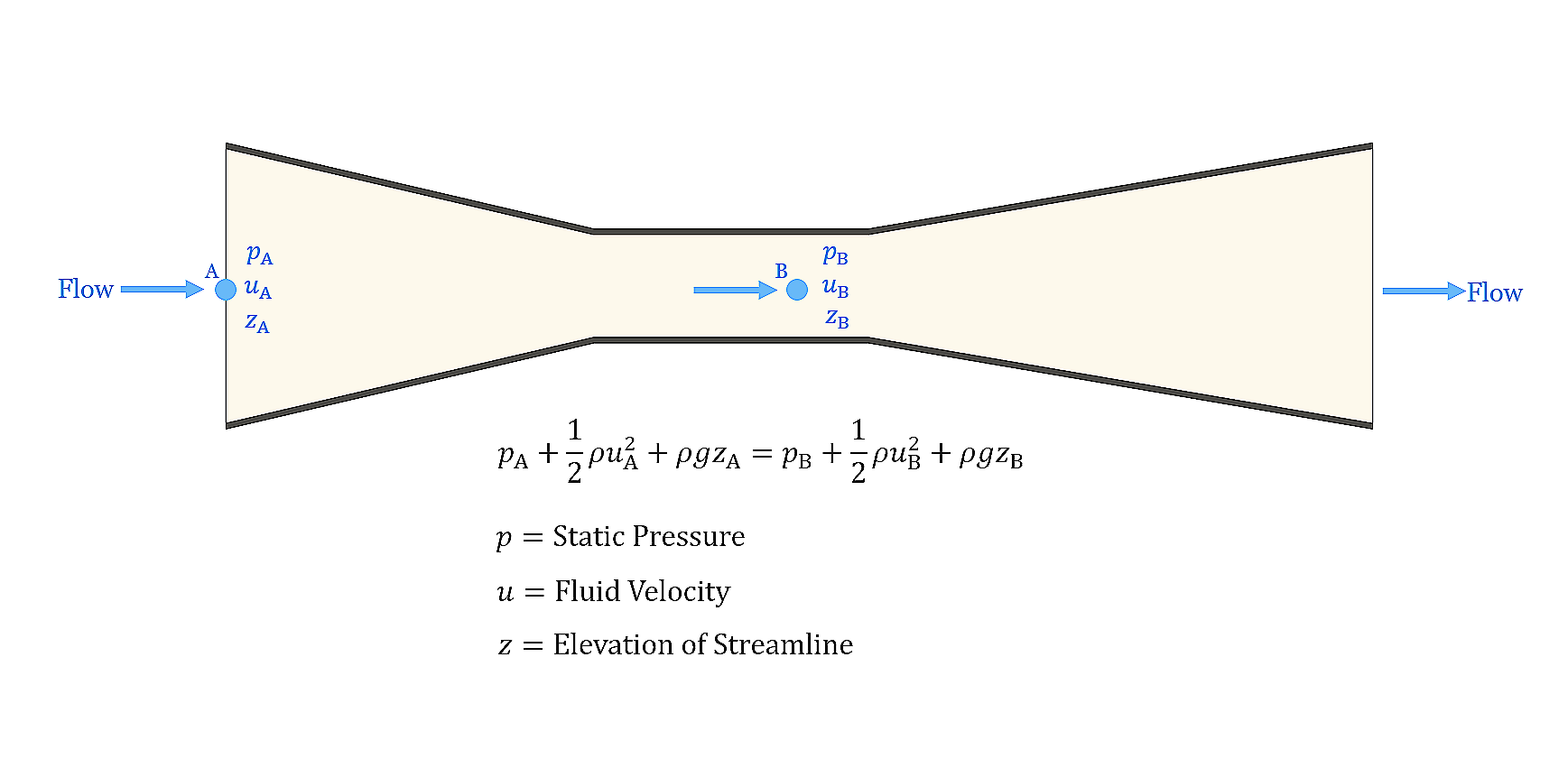
Bernoulli’s Principle for Incompressible Fluid Flow Along a Streamline
Italian physicist Giovanni Venturi realised that this gave rise to interesting behaviours when the geometry enclosing the fluid was varied. It was discovered that if an incompressible fluid were forced through a constriction, it would accelerate to a higher velocity as the static pressure in the constriction decreased. If we take the example from the above diagram, this results in a pressure drop below atmospheric pressure:
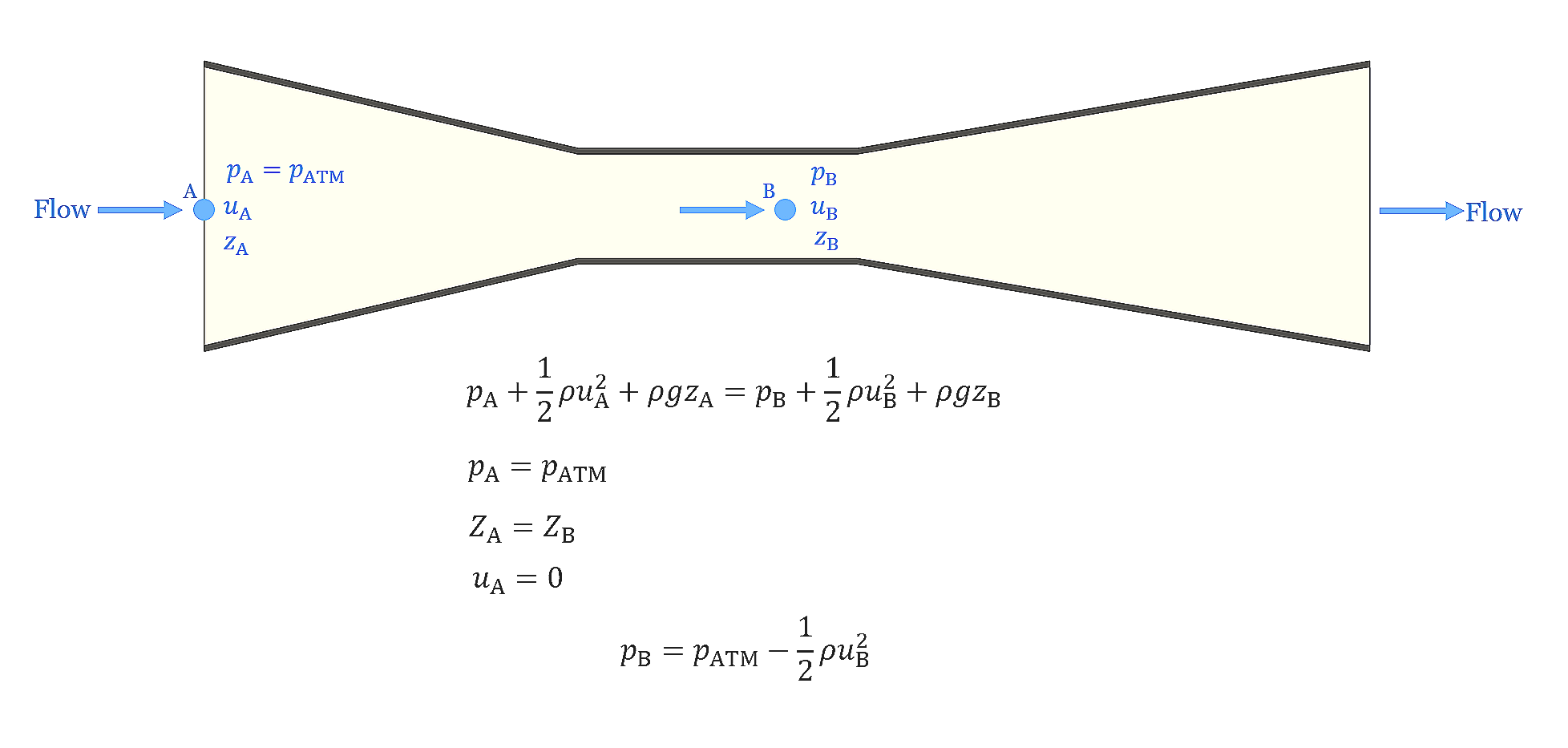
Venturi-effect with Atmospheric Pressure Inlet
Initial research uncovered air pumps, called Venturi-eductors, utilise the Venturi effect. They offer several benefits over mechanical pumps, thanks to their simplicity and lack of moving parts. This becomes the focal point for the project's pumping system of both the powder and fibre.
Design Concept


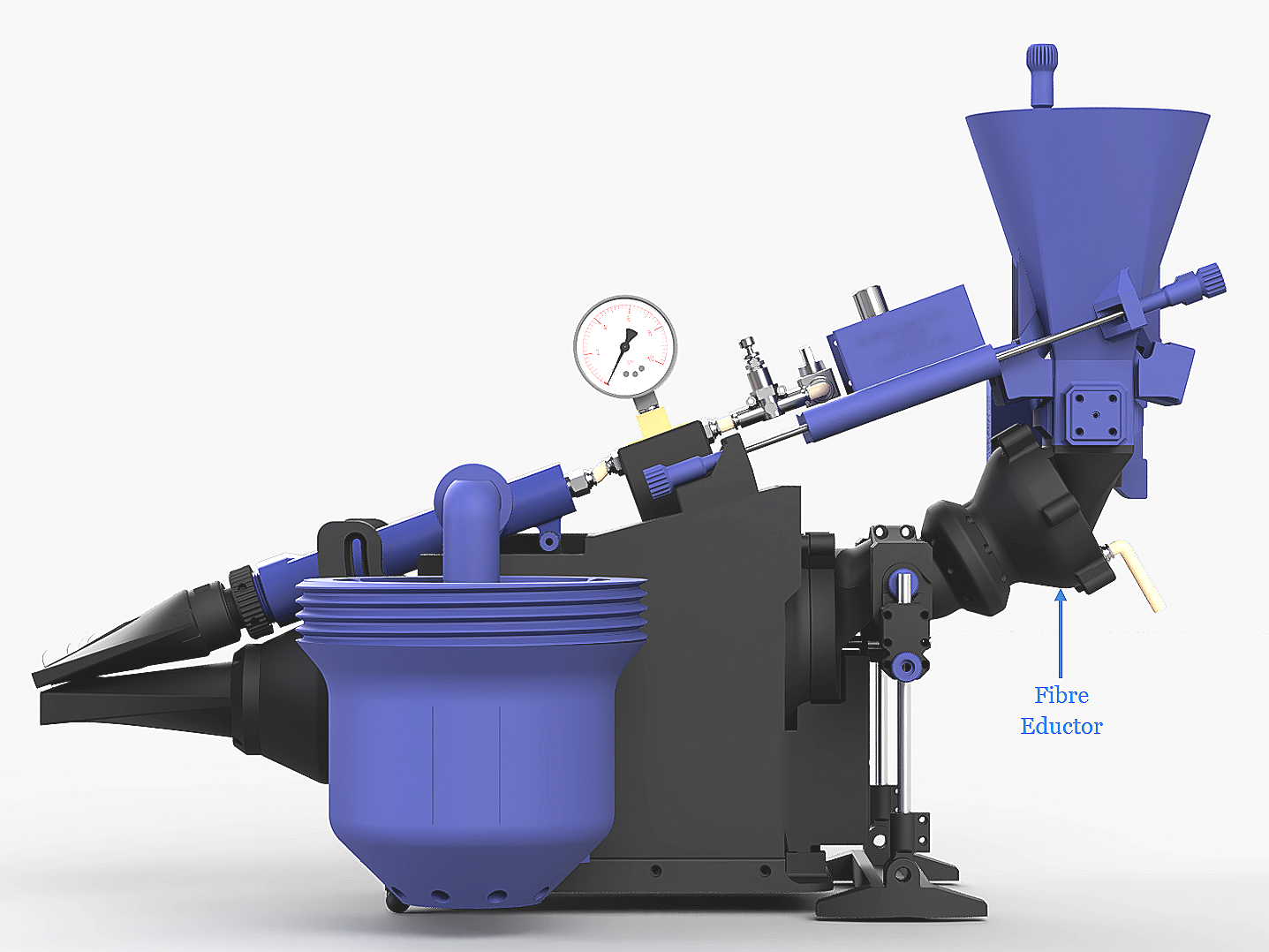
The concept relies on manipulating this effect to create a vacuum system that draws particles and fibres into the meltblown polymer stream. The solution comprises two Venturi units in parallel: one for powder particulates and the other for fibres. The designs of which differ to deal with the dissimilarity in aspect ratios between powders and fibres. The key features of the design include:
Two independent Venturi eductors for conveying both powders and fibres
Two spreading nozzles after each eductor to evenly spread the powder and fibre over the width of the meltblown fabric
A suction-driven powder hopper and suction-aided metered fibre hopper
Fibre separation chamber to reduce clumping post hopper and pre spreading nozzle
Concept Features: In-Depth
Powder: Venturi-Eductor
Principle
The eductor is designed to utilise the venturi-effect previously discussed. High-pressure motive air is introduced into a converging nozzle at point ‘A’ in the above figure, which accelerates the motive fluid, converting pressure energy into kinetic energy by increasing its velocity at point ‘B’. A secondary inlet, at atmospheric pressure, perpendicular to the motive air flow, becomes a suction port due to the motive fluid expanding and reducing below atmospheric pressure. As momentum is transferred between the low-pressure motive fluid and the secondary higher-pressure suction fluid (containing the solid particles) the dilute secondary fluid is entrained and mixed with the motive fluid and discharged from the outlet.
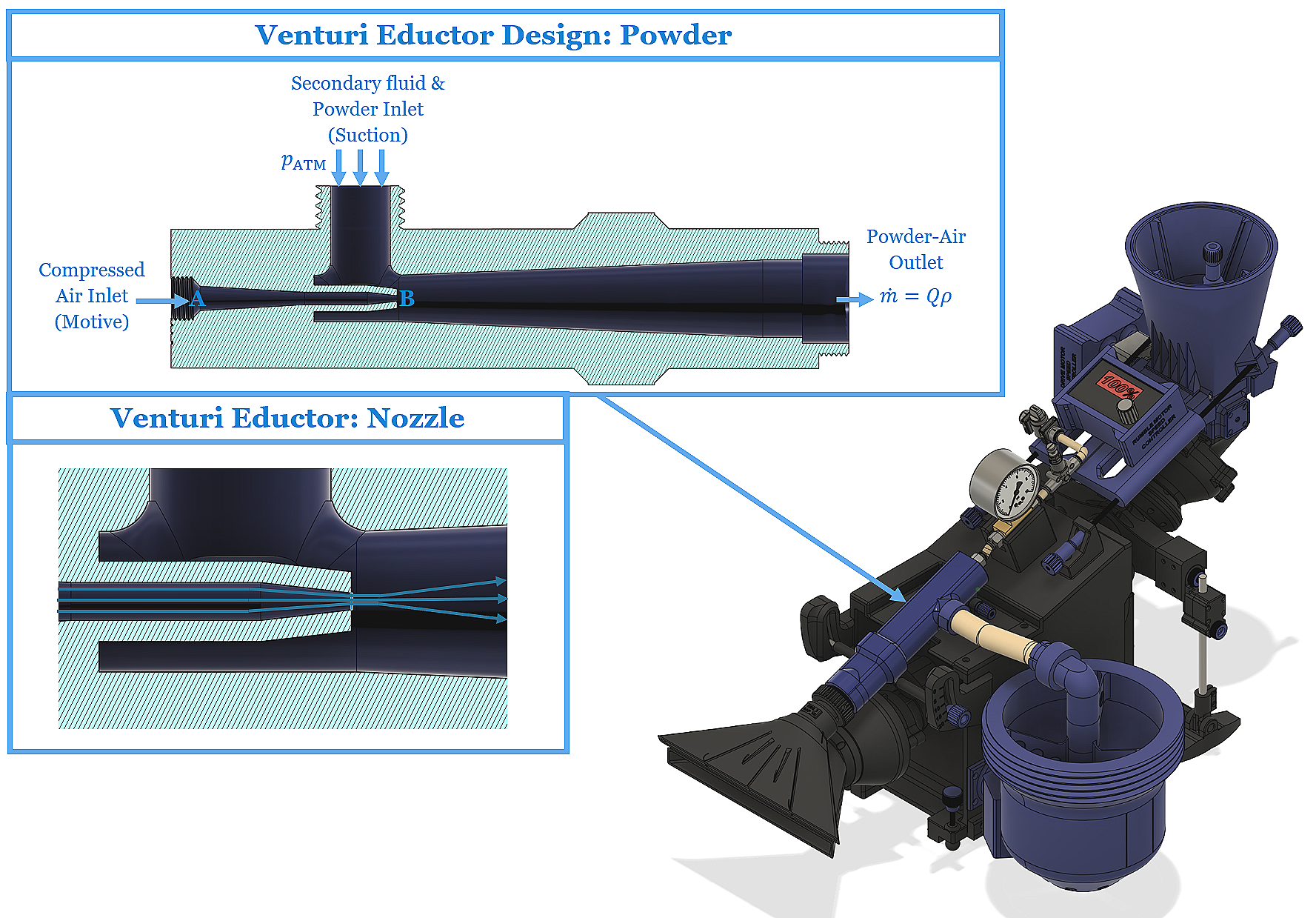
Powder Venturi Eductor
Design Requirements
The coform prototyping platform was required to provide >300 g of fibre per metre squared of fabric (300 g.m-2). The metlblown equipment has an effective faqbric width of 30 cm and nominally runs at 3.5 metres per minute. Therefore, we can calculate the minimum required mass throughput needed for the powder as follows, in grams per minute:
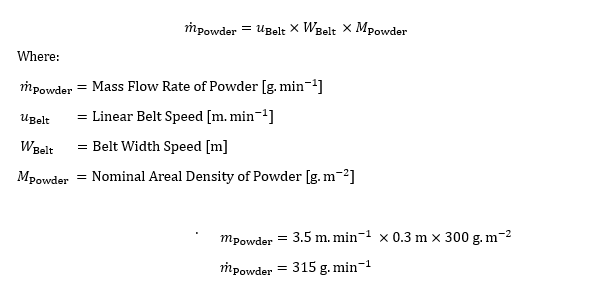
Calculation for Minimum Powder Throughput
Design Proposal
Although access to specialist CFD software was not available to the author during this project, certain critical geometric parameters are known to affect the performance of the powder eductor, based on the author's knowledge. These geometric parameters are as follows:
Nozzle Diameter-to-Inlet Diameter Ratio (Di/Dn): This will determine how effectively the pressure energy is converted into kinetic energy, i.e. how much the motive fluid accelerates, impacting the momentum transfer and expansion of the jet in the mixing chamber. Having a nozzle that’s too fine may constrain mass flow without increasing gains in suction
Mixing Diameter (Dm): The mixing diameter is essential in ensuring there is enough volume for the required entrainment to mix effectively without the eductor clogging, leading to flow reduction and reduced conveyance
Diffuser Diameter (Dd) and total length of mixing/diffusion length: These parameters will determine the static pressure increase of the solid-air phase as it exits the eductor and into the spreading nozzle. If the pressure is too high, this will negatively impact the formation of the perpendicular meltblown filament stream; if it is too low, the ejected powder stream may sediment in the spreading nozzle.
A technical drawing presenting the geometry of the powder eductor is presented below. When the eductor is combined with the spreading nozzle, the true powder discharge rate can be determined through experiment with a given powder.
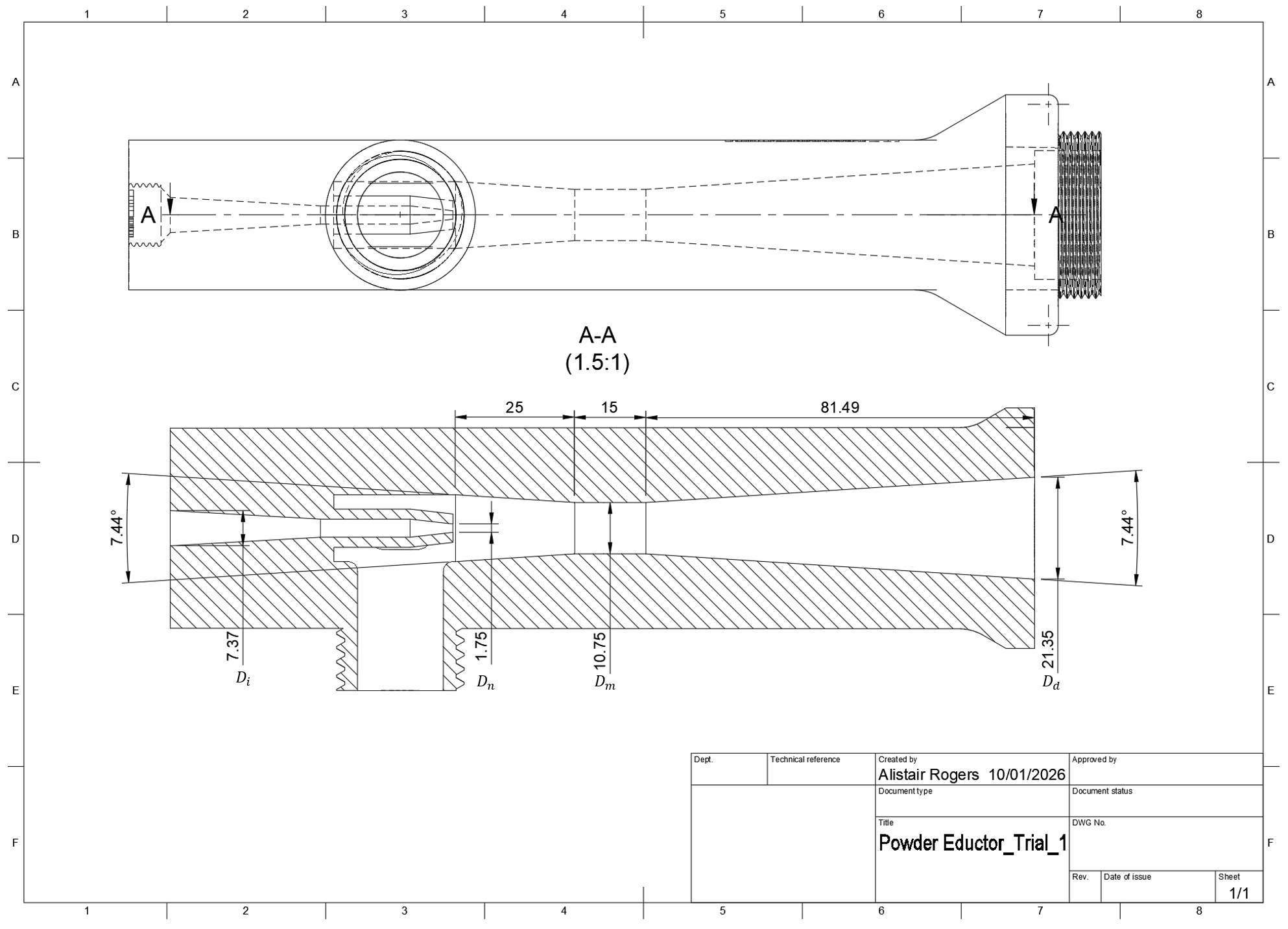
Powder Venturi Eductor with key geometric parameters (dimensions in mm)
Powder: Spreading Nozzle


Design Proposal
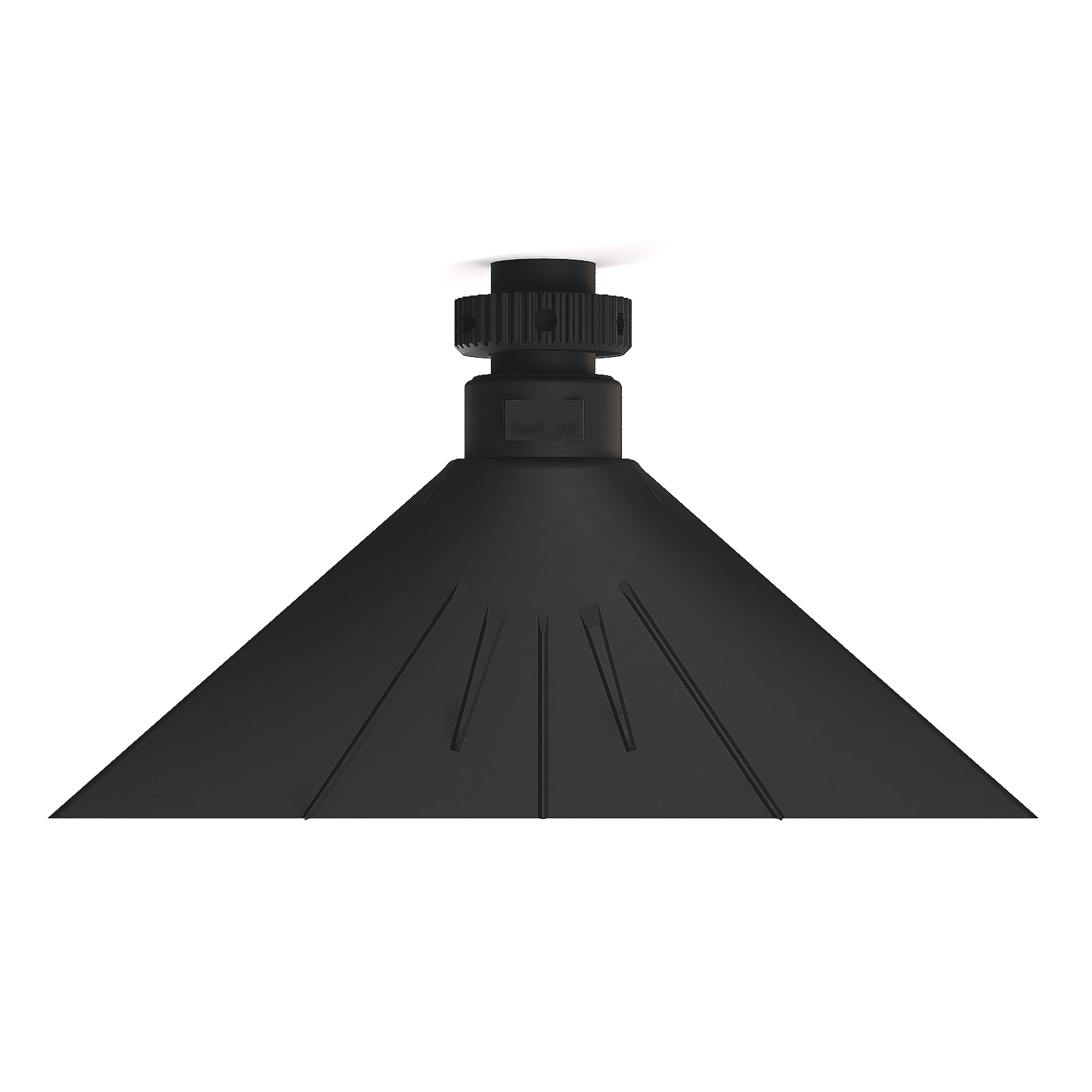
As the air-powder mixture is ejected from the powder eductor's diffuser outlet, it is integral to the uniformity of the coforming process that it be spread evenly across the 30 cm fabric width. It was theorised that, as the mixture entered a diverging nozzle whose width increased along its length, it would not spread evenly to the required width and would exhibit a bias towards the centre of the nozzle. To prevent this and motivate a more even distribution, an internal channel system was integrated within the nozzle. This gradually diverged outward across the nozzle width to provide guided laminar flow pathways for the powder-air mixture.
As the powder spreading nozzle is closest to the source of heat (the high velocity meltblown attenuation air) it’s imperative that the material can sustain temperatures in excess of 40 DegC without structural degradation. Bambu Lab’s polycarbonate (PC) was the material choice due to its heat deflection temperature of 117 DegC at 0.8 MPa.
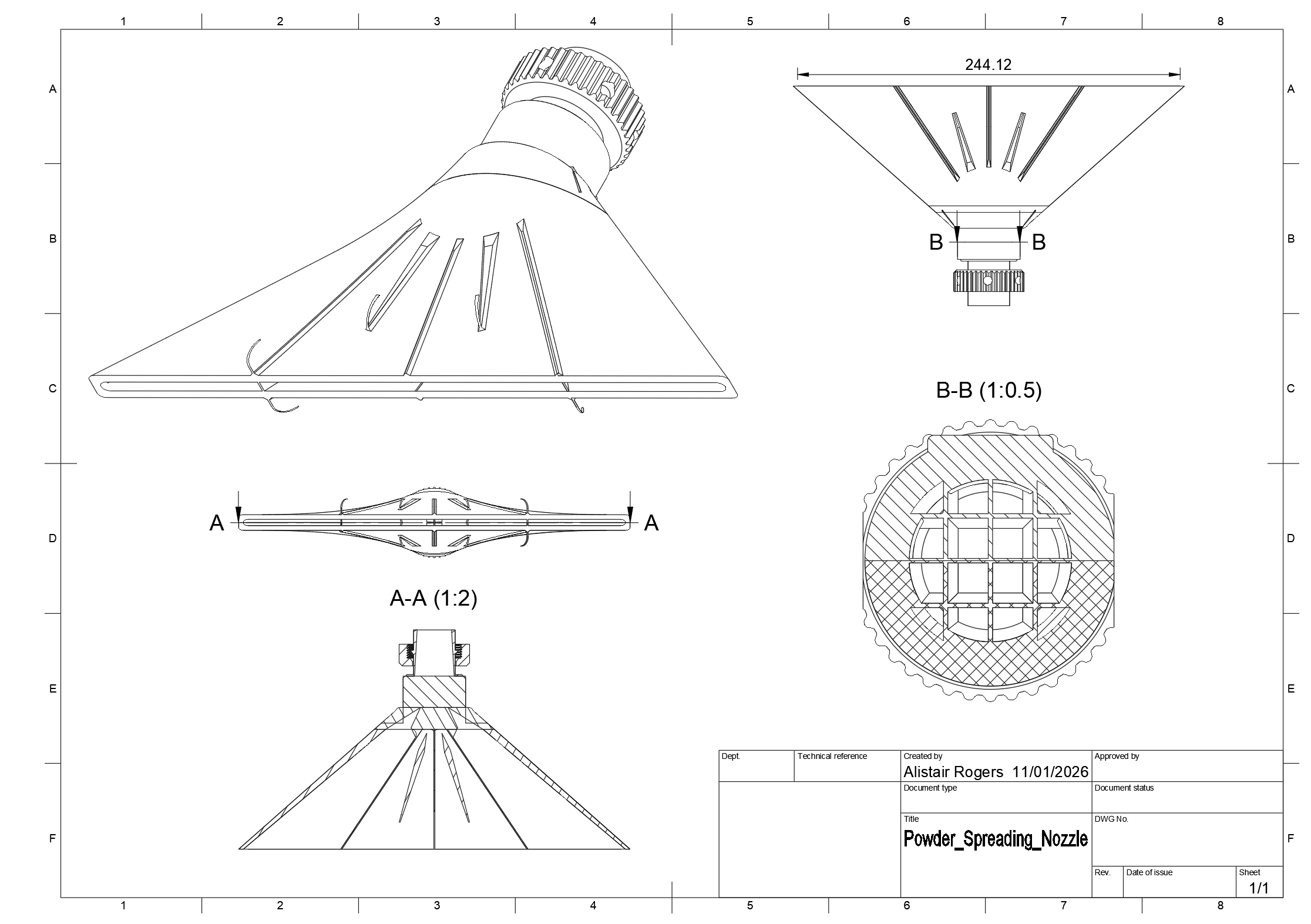
Technical Drawing of Powder Spreading Nozzle with Internal Geometry (Dimensions in mm)
Powder: Hopper
Design Proposal
Initial prototypes explored the use of gravimetrically fed powder hoppers that also utilised the suction to motivate powder into the eductor. However, it was apparent that this method had specific design flaws:
Feed rate from the hopper into the powder venturi eductor is inconsistent, as it is impacted by the fill level of the hopper
Powder feeds into the eductor even when the system isn’t running, due to it being gravity-driven
Pressure drop over the powder within the hopper itself. Impacting the rate of powder delivery and consistency of powder delivery
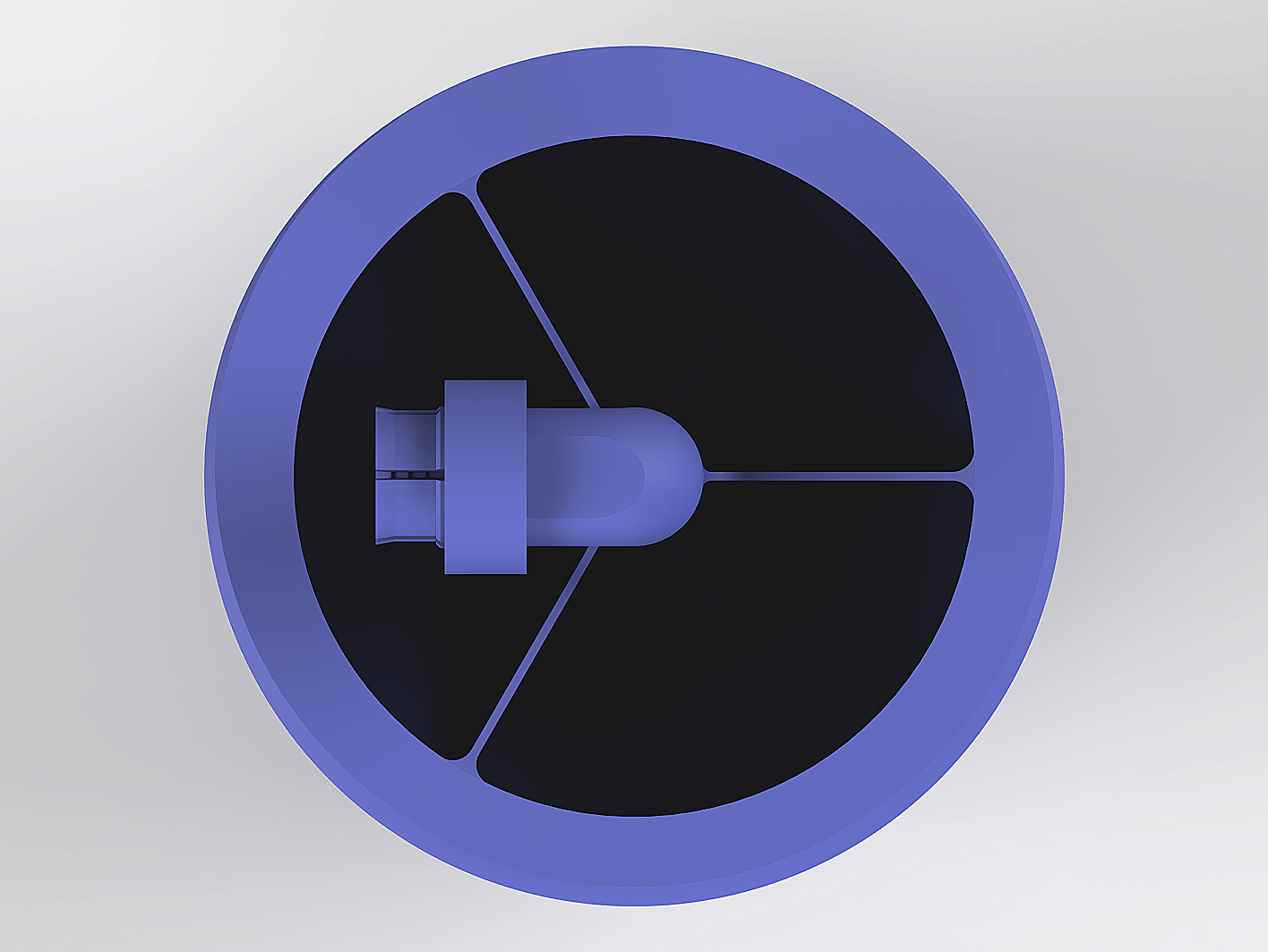
As a result, a different approach was investigated. A hopper that relies solely on powder draw from the suction generated by the powder eductor was designed. The hopper has a central spout that utilises a “snorkel” system, which connects the spout directly to the external atmosphere. At the base of the spout is a basin with a fixed volume that can hold a cylindrical plug of powder. Powder is motivated towards this basin by internal walls that taper to the diameter of this basin. The suction then draws the cylindrical plug of powder from the basin, and the hopper continuously replenishes it. This aims to improve upon the compromises of the gravitational hopper design by ensuring the eductor's inlet port is connected to the atmosphere via the hopper spout's snorkel, and that the powder throughput rate into the eductor is purely suction pressure-driven.

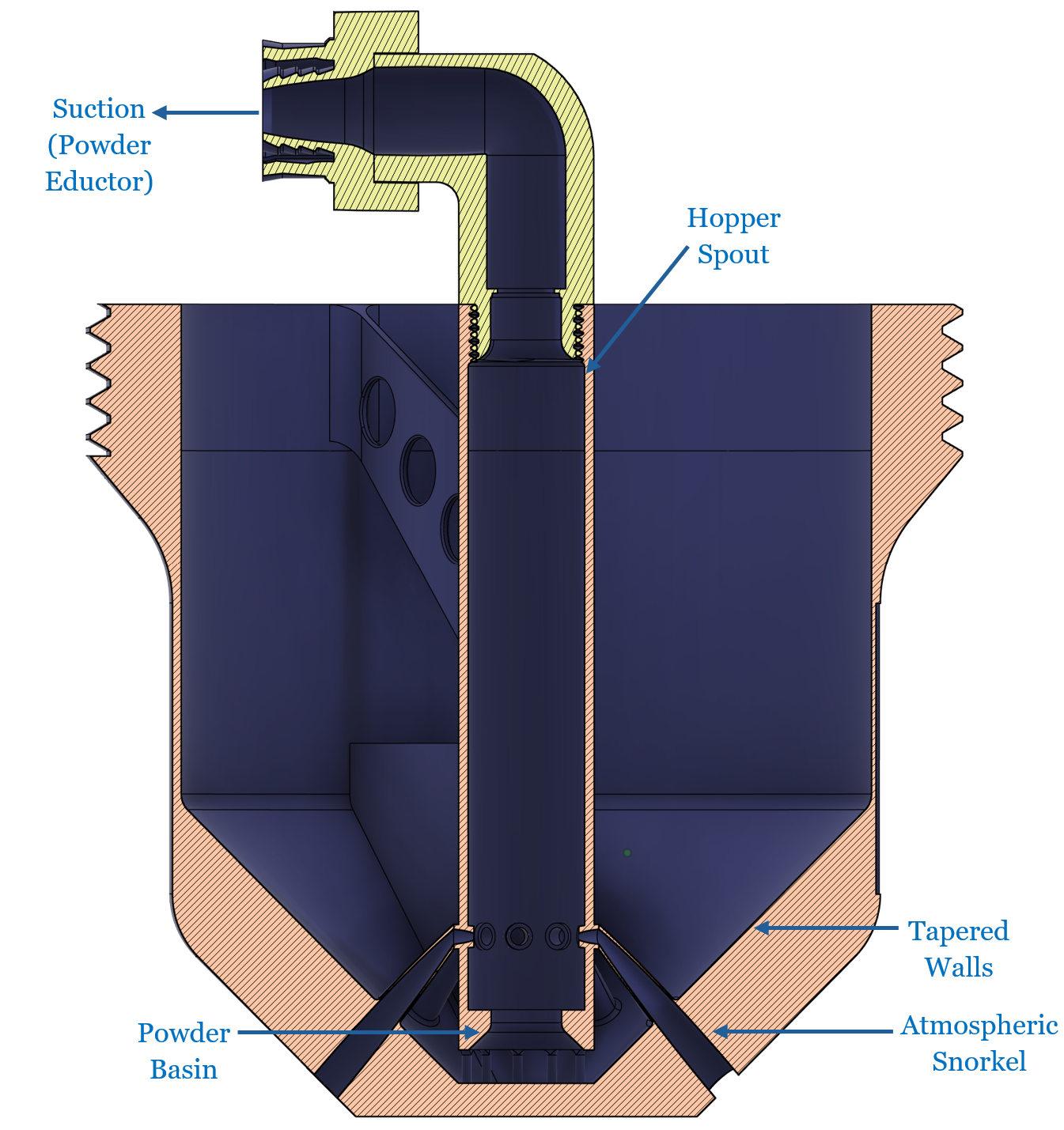
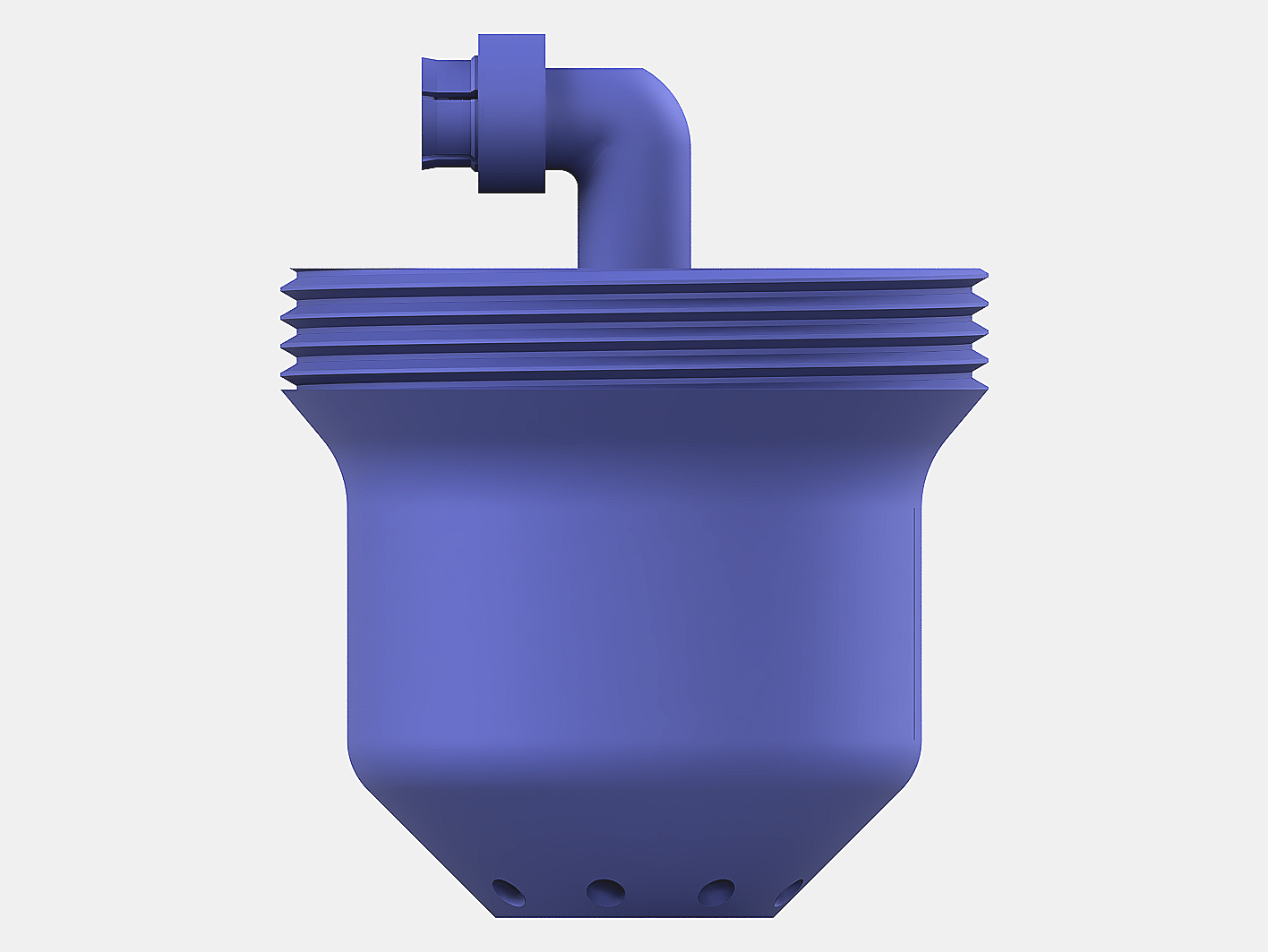
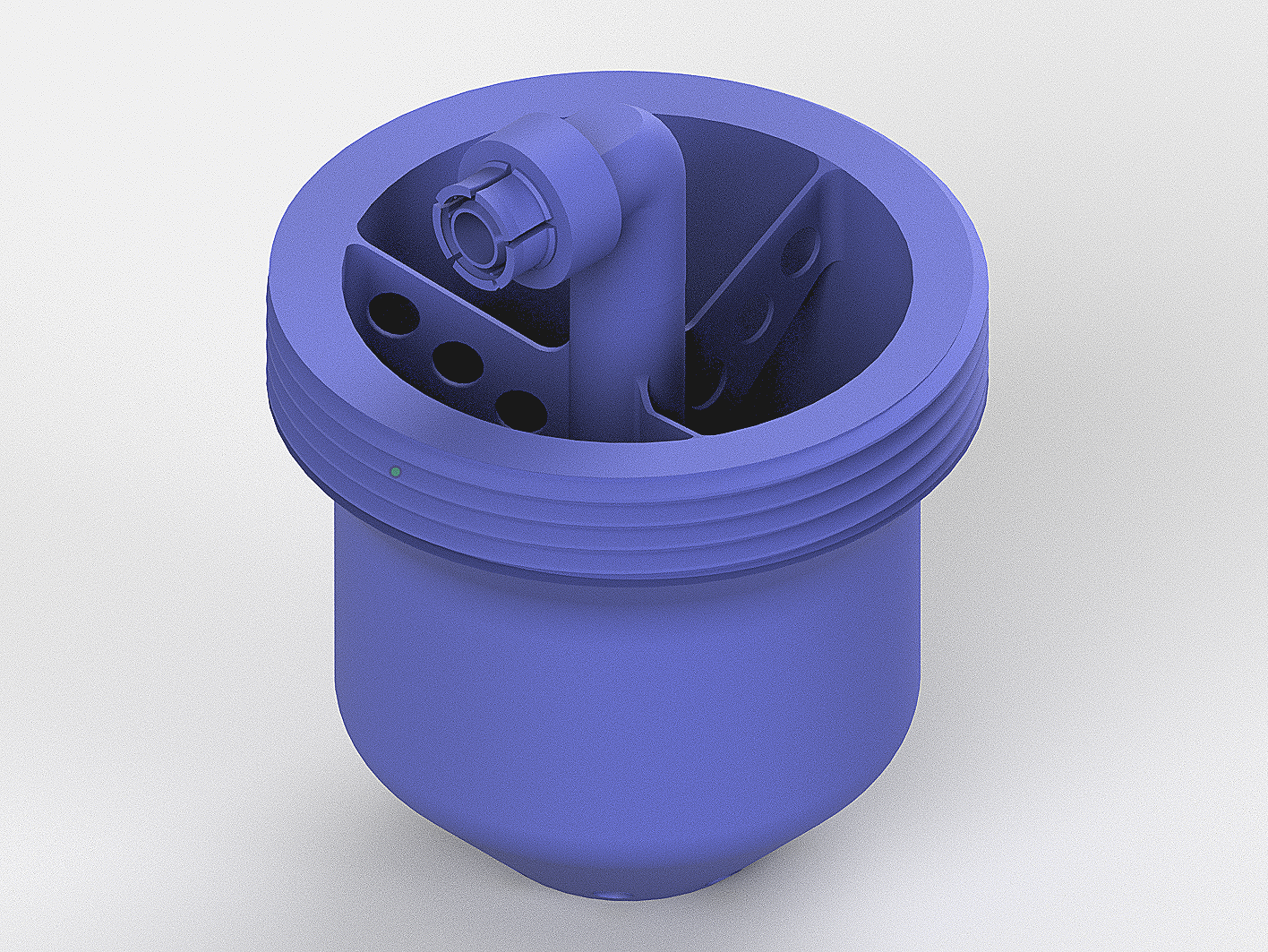
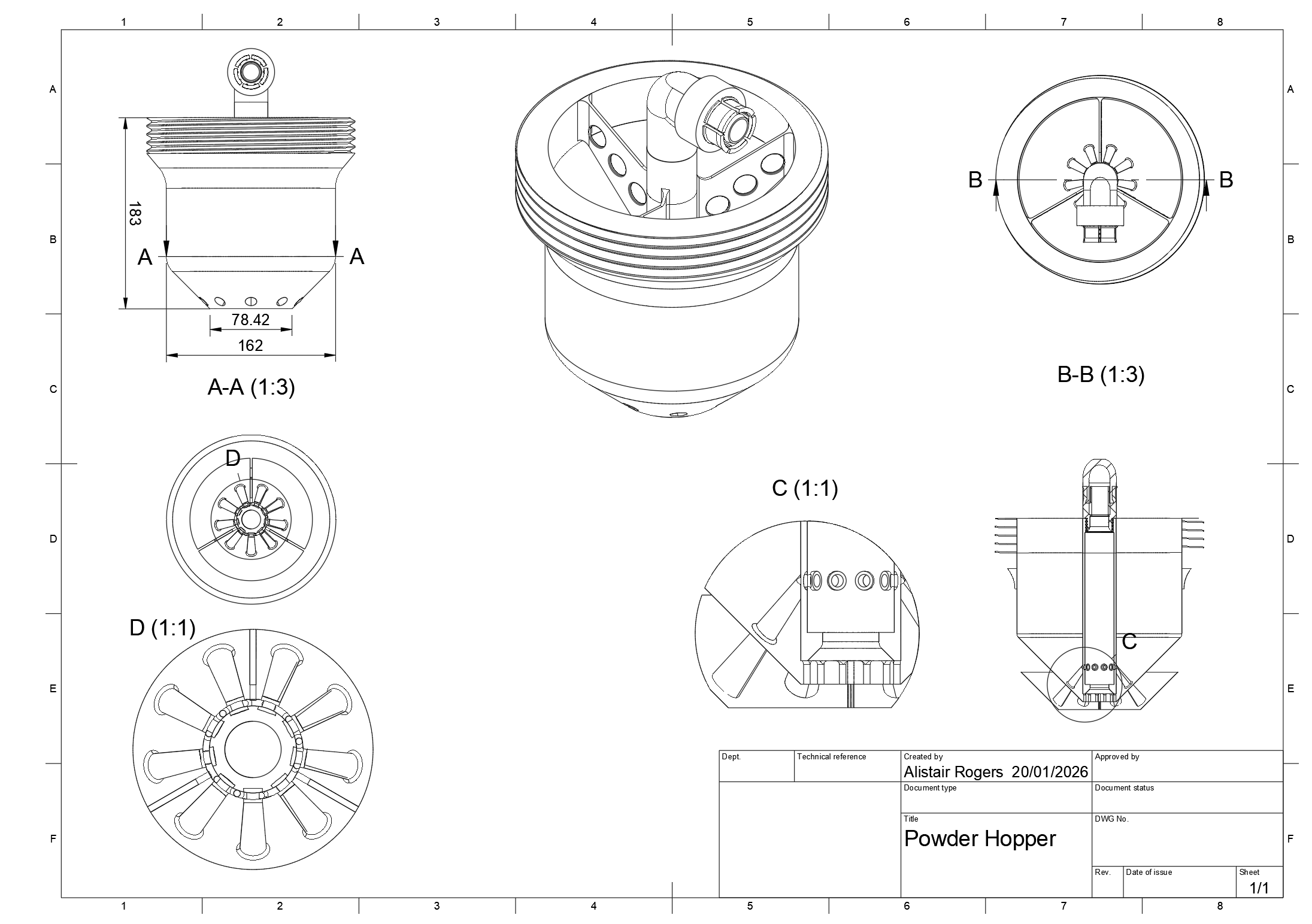
Technical Drawing of Powder Hopper
Experimental Validation: Powder Eductor, Nozzle and Hopper
Experiments were carried out on the powder eductor to determine the powder discharge rate as a function of inlet gauge pressure. The experiment was configured as follows;
Powder nozzle and hopper connected to the Venturi eductor
A powder mass between 220 and 270 grams is placed in the hopper
The inlet pressure was set at 1, 1.5, 2 & 3 bar, then the time to empty the hopper was measured
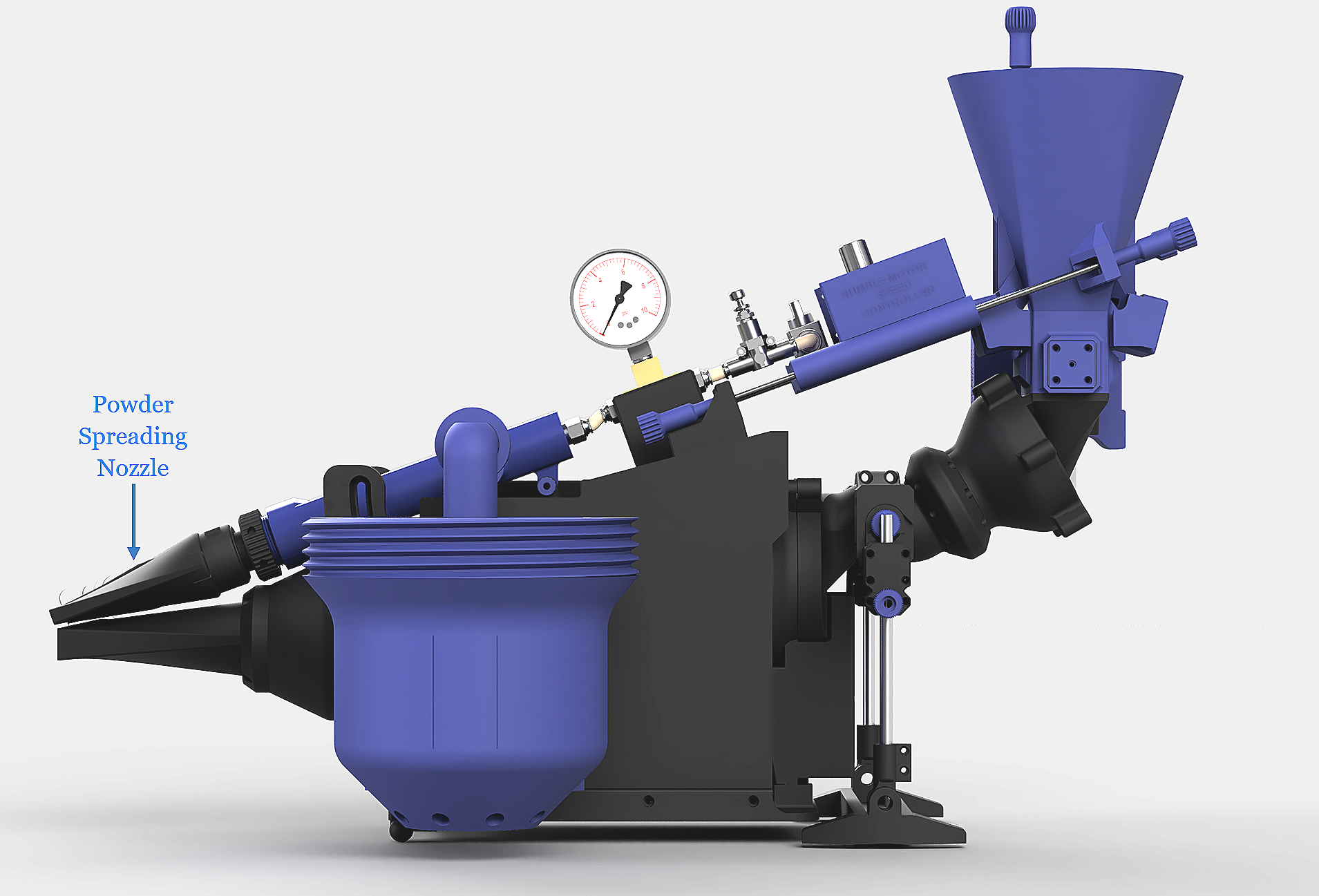
Below are various videos and images showing the equipment in use.
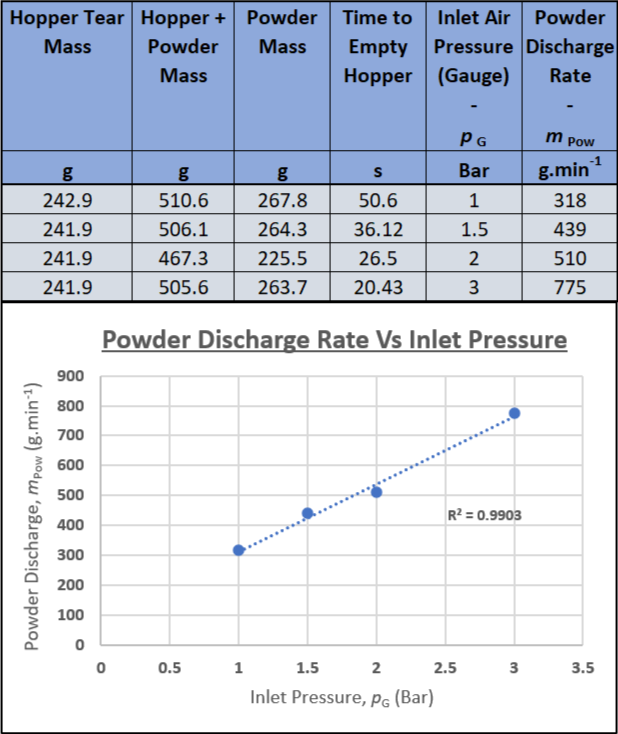
Pressure-dependent throughput of powder
The results indicated that even at the lower pressure setting of 1 bar, the minimum required throughput (315 g/min) is met, with a maximum throughput of 775 g/min at 3 bar. Importantly, the pressure-dependent throughput is linear for the given powder and steep, indicating a predictable and sensitive response suitable for process tuning.
Experiments showed that at each pressure, the nozzle evenly distributed the powder across the 30 cm design width, without generating any dead spots. The above video illustrates the consistency of the powder spreading.

Filled powder hopper with cylindrical powder plug in the hoppers powder basin
Finally, the hopper’s snorkel and powder basin design were effective in containing and supplying powder to the eductor. The image above illustrates that with a full hopper, the powder level within the hopper spout was effectively constrained to the powder basin. Combining this with the snorkel that draws air directly from the atmosphere, unimpeded by the powder, ensures the maintenance of adequate suction mass flow to the eductor.
Fibre: Venturi-Eductor’s
Design Proposal
Fibres pose a unique challenge for pneumatic conveying due to their aspect ratio. Due to their long length, relative to their diameters, fibres tend to agglomerate in any fine channels, constrictions and low velocity zones (e.g. bends, expansions) due to their ability to interlock through friction if their velocity in the entrainment air is low. As a result, the same eductor design utilised for conveying powder will not work for fibres as fibres wrap around the internal nozzle geometry.
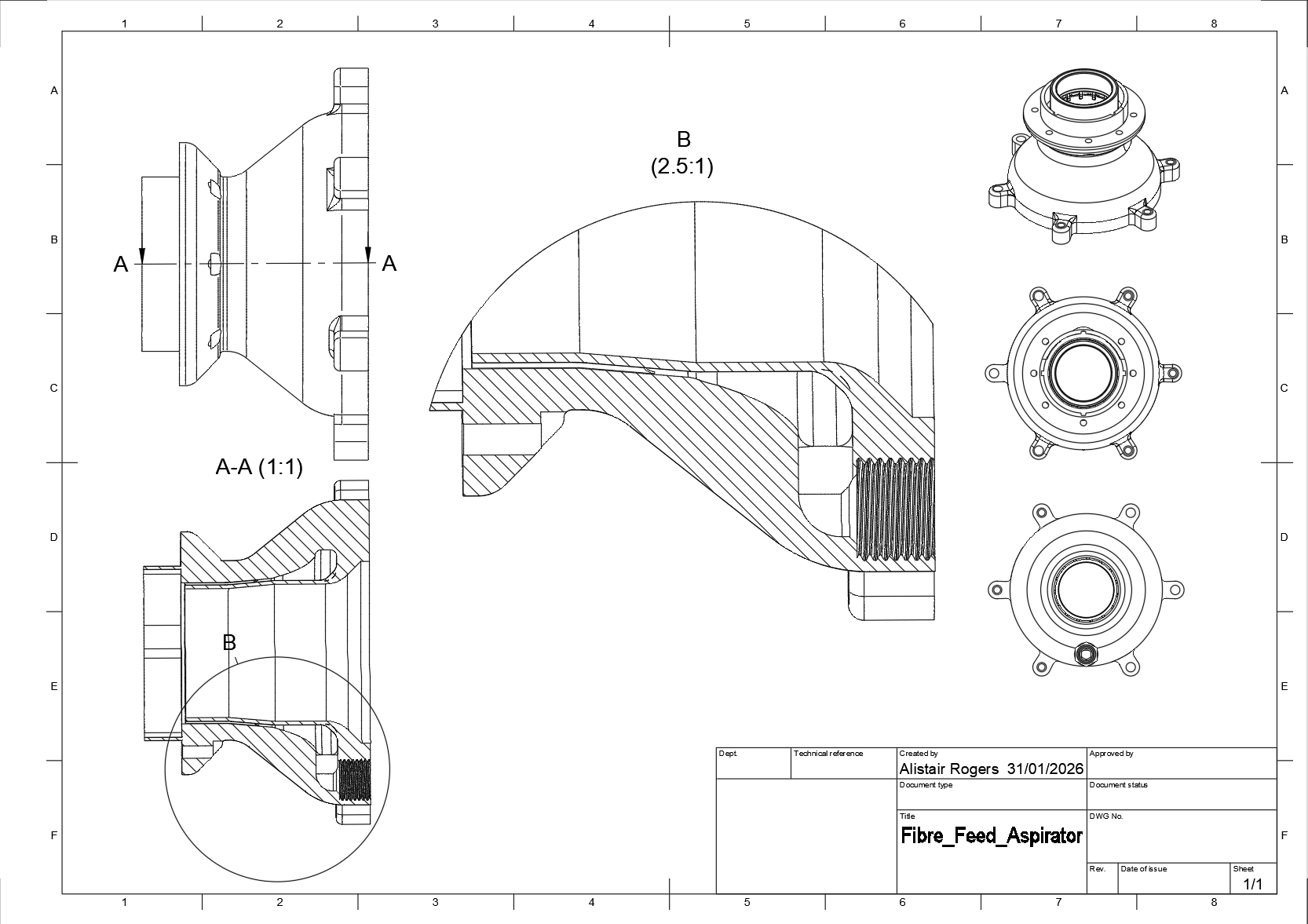
A different geometry was designed to manipulate the same physical phenomena as the powder eductor. However, the design utilised a convergent annular nozzle concentric with the fibre inlet flow path; a sectional view is shown in the technical drawing below (A-A). The annular converging nozzle channel accelerates the inlet air, increasing its momentum. However, the nozzle’s concentricity around the fibre inlet channel eliminates restrictive geometries and nucleation sites for agglomeration, preventing flow-path blockages.
Another key engineering consideration is whether the air–fibre mixture remains within a dilute-phase conveying regime during transport. Rather than being governed by a direct comparison between air velocity and fibre settling velocity, stable suspension depends on whether aerodynamic drag, turbulence, and fibre re-orientation act over a residence time that is short relative to the characteristic settling time.
In this context, the eductor nozzle provides the high-velocity motive flow required to initiate entrainment, while the downstream geometry is designed to minimise residence time and avoid regions of local deceleration. Although the entrainment air velocity was not measured in this instance, the design intentionally limits the flow path length into the fibre separation chamber and restricts bend angles to less than 45°, reducing opportunities for fibre dropout or accumulation within the entrainment zone.